材料碳钢
处理类型屠宰废水
处理量0.5-500T
排放标准一级A
生产地贵州贵阳
屠宰废水的危害屠宰污水主要来自于圈栏冲洗、淋洗、屠宰及其它厂房地坪冲洗、烫毛、剖解、副食加工、洗油等工序所产生的污水。具有水量大、排水不均匀、浓度高、杂质和悬浮物多、可生化性好等特点。同时,相对于其他高浓度有机废水的不同在于它的NH3-N浓度较高(约120mg/l)。有机悬浮物含量高,易腐败,排入水体会消耗水中的溶解氧,破坏生态系统,污染环境。在屠宰和肉类加工的过程中,要耗用大量的水,同时又要排除含有血污、油脂、毛、肉屑、畜禽内脏杂物、未消化的食料和粪便等污染物质的废水,而且此类废水中还含有大量对人类健康有害的微生物。肉类加工废水如不经处理直接排放,会对水环境造成严重污染,第人畜健康造成危害。
肉类加工废水所含污染物质大多属于易于生物降解的有机物,在它们排入水体后,会迅速地耗掉水中的溶解氧,造成鱼类和水生生物因缺氧而死亡;由于缺氧还会使水体转变为厌氧状态,这样会使水质恶化、产生臭味、影响卫生。同时,废水中的致病微生物会大量繁殖,危害人民健康。对屠宰肉类加工废水进行处理,去除其污染对保护生态环境和人类健康是十分必要的。
屠宰污水处理设备是采用玻璃钢、碳钢、不锈钢防腐结构,具有耐腐蚀、抗老化等优良特性,使用寿命长达30 年以上;放置于地表以下,设备上面的地表可作为绿化或其他用地,不需要建房及采暖、保温。限度的实现了系统的集成,减少占地面积;无污染,无噪声,无异味,减少二次污染;不受屠宰污水量的限制,机动灵活,可单个使用,也可多个联合使用;针对性强,可有效去除屠宰污水中的有机物以及氨氮;整个屠宰污水处理设备处理系统配有PLC全自动电气控制系统和设备故障报警系统,运行安全可靠,平时一般不需要专人管理,只需适时地对设备进行维护和保养,管理费用小。
屠宰废水的处理工艺,
1,构建屠宰废水的脱氮系统:包括依次连通的储存池、厌氧池、微氧池、沉淀池-1、好氧池、沉淀池-2、膜生物反应器;
2,待降解的屠宰废水储存在储存池中,由厌氧池的进水口流入厌氧池,经水解后的污水全部流入微氧池,再次全部流入沉淀池-1;
3,沉淀池-1中产生的硝化液按回流比100%回流至厌氧池,剩余硝化液流入好氧池,再流入沉淀池-2;
4,沉淀池-2中的污水若达到排放要求则排出系统外,若达不到排放要求则流入MBR反应器进行深度处理后再排出系统外。

生猪屠宰污水处理概况
由于屠宰污水中含有一定量的大块漂浮物(血污、毛皮、杂物 染物等),因此先用格栅予以拦截下来,以保证后续设备的正常运行,因为屠宰污水中含有血污、油脂等大分子有机物存在,直接进入好氧将很难降解,因此格栅出水进入化粪池。
生猪屠宰场现有化粪池能够起到一定的处理效果,但现有出水浓度依然很高并且夹带部分油脂,为了减轻后续处理设施的负荷,因此考虑在前端加一座隔油池以去除油脂。生猪屠宰场因为工作时间的因素,它的排水周期跟其它污水排放周期不同,它主要集中在夜间排放,因此必须设置一个较大的调节池来调节水质水量以保证整套设施的正常运行,减轻对后续设施带来的冲击负荷,污水经调节池收集然后通过泵泵入后续处理设施。污水经过前端化粪池处理后,污水中依然含有大部分大分子有机污染物,因此需要进一步对其降解为小分子物质,为后续好氧生化做准备,并且考虑到污水中氨氮和总磷的超标,因此必须设施好氧—缺氧的交替运行环境来达到硝化—反硝化的交替运行来达到脱氮除磷的效果,此处通过设置水解酸化池将后续好氧处理出水部分回流至水解酸化池来实现。污水经过水解酸化池后进入好氧池,此处将好氧池分为两段,它的好处在于在不同的好氧段,微生物根据环境不同而呈现空间的分布,具备针对性,有着更好的去除效果。
污水经过前端各个生化处理设施处理后,有机污染负荷很大程度得到降解。但污水中色度依然难以达标,为了对色度的去除,并同时考虑对COD的降低和氨氮及总磷的降低,因此此处设置混凝沉淀池并且投加针对性的药剂。沉淀池出水,进入消毒池,然后终达标排放。

畜禽无害化处理设备可以用于处理病死猪、鸡、鸭等、猪粪、鸡粪、牛粪、羊粪、菌菇渣、中药渣、作物秸秆等有机废弃物,48个小时可完成无害化处理过程,占地少(发酵机仅占地10平方米),无污染(密闭式发酵),彻底杀灭有害菌(可调整至80-100度高温),是广大养殖企业、循环农业、生态农业实现废弃物资源化利用的选择。公司可根据客户需求、资金能力配套成全自动化、半自动化生产线,1-2个工人即可完成连续生产作业,同时提供全套的无害化处理流程指导、配方设计、肥料检测等服务。
一、无害化处理设备的性能特点:
(一)处理时间短,占用人工少
该系列病死畜禽无害化处理设备对于病死猪、鸡、鸭等、猪粪、鸡粪、牛粪、羊粪等畜禽粪便、菌菇渣、中药渣、作物秸秆的有机肥废弃物48小时左右就可完成无害化处理,单班次只需要1-2人就可完成。
(二)高温发酵,不受外界气候影响
无论是在寒冷的北方地区还是在湿热的南方地区,通过密闭发酵,可使发酵温度达80-100摄氏度。从而彻底杀灭有害病菌,杜绝作物病虫害,确保养殖企业无害化处理。
(三)节约土地,基建成本小
该系列病死畜禽无害化处理设备只需占用10平方米的面积就可投入生产,整个生产线也只占用1亩地,大大降低基础土建部分的费用。
(四)政策支持,符合环保要求,实现农业循环经济
病死畜禽无害化处理转化有机肥项目是大力支持的环保项目。GH系列病死畜禽无害化处理设备均采用密闭式发酵技术,发酵菌种也添加有除臭菌种,生产过程是在好氧状态下进行,无臭气产生,无二次污染。
(五)自动化程度高,机械化程度高
GH系列病死畜禽无害化处理设备采用PLC程序控制,上料、发酵、温控、干燥和出料全过程自动控制,操作工人经过简单的培训即可上岗。同时全程机械化生产,大大减低劳动力。
二、无害化处理设备的工作原理
死猪无害化处理设备是将病死生猪统一进行冷藏车收集,运至处理中心,经回收平台自动落入输送机中(输送机中有自动称重,计数装置)送入机械破碎机进料口。粉碎后的物料进入封闭的料仓中,由两台封闭的输送绞龙送入两套无害化处理设备中处理,对病死生猪进行前处理,便于后期的生物质燃烧炭化。生猪的脂肪含量约为10%,水含量约为75%,其余有机质含量约为15%。破碎的病死生猪通过高温蒸煮处理(能源供给来源于干燥后的油渣),整个系统实现热能自给,无废水产生,产生的炭渣减量至3%以下的先进的无害化处理装置。
三、无害化处理设备的产品特点
1)每吨死猪的处理成本不超过300元。
2)能源自给的死亡牲畜(家禽)生物质有机肥炭化技术;
3)生物质燃烧机结构设计技术。
4)本项目干燥系统的热源,为系统自身产品,实现干燥系统热量能耗自给自足;
5)稳定可靠:微正压运行,不发生回火和脱火现象;
6)高效节能:以可再生生物质能源为燃料,使用成本低,比燃油(气)降低30—60%的运行使用成本;
四、无害化处理设备处理工艺流程:
2.1

屠宰污水处理溶气气浮机用途
溶气气浮技术近几年来广泛应用于给排水及废水处理中,它可以有效地去除废水中难以沉淀的轻浮絮体。处理能力大、效率高、占地少、操作简单、使用范围广。被广泛适应于石油污水处理、化工污水处理、印染污水处理、造纸污水处理、炼油污水处理、含油污水处理、皮革污水处理、钢铁污水处理、食品污水处理、淀粉污水处理、屠宰养殖污水处理、食品污水处理、酸洗磷化污水处理、涂装污水处理、洗涤污水处理、豆制品豆腐豆粉加污水处理、焦化污水处理等污水处理工艺中。溶气气浮机在以上污水处理工艺中起到至关重要的作用!
溶气气浮机工作原理
污水中的污染物分为溶解性有机物和非溶解性物质(即SS),溶解性有机物在一定条件下,可以转化为非溶液解性物质,污水处理的方法之一就是加入混凝剂和絮凝剂使大部分溶解性有机物转达化为非溶解性物质,再将全部或大部分非溶液解性物质(即SS)去除以达到净化污水的目的,而去除SS的主要方法就是利用气浮的方法。
经加药反应后的污水进入气浮的混合区,与释放后的溶气水混合接触,使絮凝体粘附在细微气泡上,然后进入气浮区。絮凝体在气浮力的作用下浮向水面形成浮渣,下层的清水经集水器流至清水池后,一部分回流作溶气使用,剩余清水通过溢流口流出。气浮池水面上的浮渣积聚到一定厚度以后,由刮沫机刮入气浮机污泥池后排出。
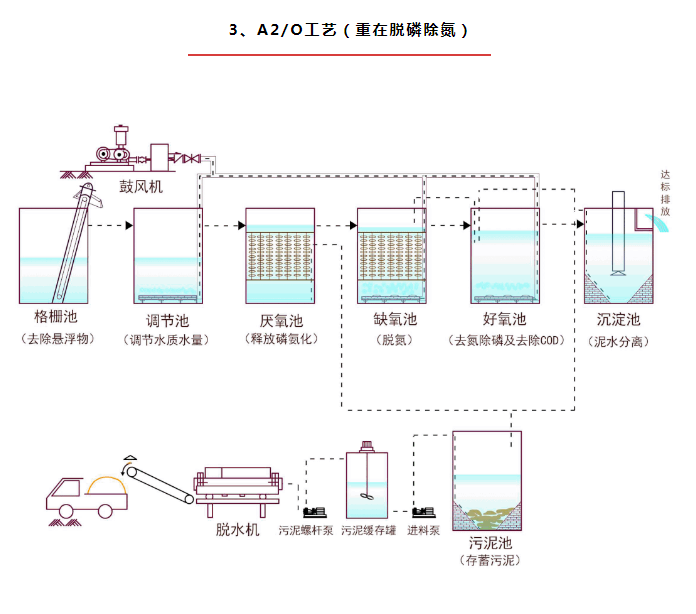
屠宰污水处理设备工艺流程图
http://www.gzxfyhjkj.com